In this example we look at a heat treatment process using an electric furnace and controlled by SCR/Thyristor Power Controller. Element data and examples shown are for Kanthal Super (MoSi2) with a temperature range up to 1850 deg. C (3360 deg.F). Kanthal is a registered trademark.

Types of heat treatment processes include:
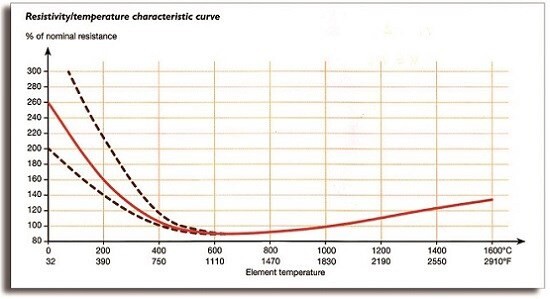
Using Kanthal Super elements as an example, the resistance rises sharply with temperature. The graph shows that at ambient temperature the resistance value is very low but increases by up to 10 times as temperature rises. Its critical here to limit the current to the load reducing the voltage with phase angle firing and current limit. When the resistance value reaches its set value we have two possible types of working method that can be selected from the touch panel:
If the Kanthal Super elements are coupled directly to the main voltage supply, the unit starts in Phase Angle Firing mode plus current limit and when the resistance is hot (at temperature), transfer automatically to Burst Firing mode.
This application is typical for variable (cold) resistances and CD Automation has developed its own software to drive these types of loads. Touch Panel / HMI available in size formats 5”, 8”, 10” and 12”.
All in line with SANDVIK specifications, optimised for a long element life.
CD Automation’s range of thyristor power controllers, and a partner program of supporting products that includes temperature controllers, power line filters and network meters, provides a complete solution to the thermal processing industry, delivering both exact heat regulation and accurate temperature and power reporting.
The REVO family of SCR power controllers meet the toughest design challenges and provide efficient, reliable and precise control of electrical heating, which is essential in quality industrial thermal processes including infrared drying, glass manufacturing, industrial furnaces, heat treatment, melting, drying and forming.
Our range of SCR power controllers offer unrivalled flexibility and performance, can help to improve product uniformity and quality, optimizes energy consumption, minimizes waste and probably, most importantly, machine breakdown.
Our products can be used as stand-alone units, connected to a bus system or used in combination with all PLCs, or computer systems. Talk to our friendly support team today, we’d love to try and help improve your process, telephone 01323 811100 or email us here.
